

ก่อตั้งขึ้นในปี พ.ศ. 2527 มีประวัติยาวนาน 36 ปี เป็นโรงงานผลิตวาล์ว (Valves) ที่ส่งออกทั้งหมด มีลูกค้าอยู่ทั่วโลก บริษัทฯ ได้รับการรับรองที่เกี่ยวข้อง เช่น TUV ISO 9001, ISO 14001, ISO 45001, UL, API, AGA, CE เป็นต้น เป็นผู้ผลิตที่ได้รับการรับรองมากที่สุดในอุตสาหกรรมเดียวกัน แผนกธุรกิจของบริษัทตั้งอยู่ในเมืองไถจง และโรงงานตั้งอยู่ในเขตอุตสาหกรรมจางปิน เมืองลู่กัง
สินค้า/บริการหลัก ผลิตภัณฑ์หลักคือชิ้นส่วนหล่อ วาล์วสแตนเลส วาล์วเหล็กกล้าคาร์บอน และผลิตภัณฑ์ที่เกี่ยวข้องกับวาล์ว เช่น วาล์วอุตสาหกรรมทั่วไป ได้รับการรับรองระดับมืออาชีพจำนวนมาก TUV ISO 9001, UL, API, AGA, CE เป็นซัพพลายเออร์หลัก 3 รายของบริษัทน้ำมันที่ใหญ่ที่สุดในโลก ExxonMobil ให้บริการลูกค้าแบบสั่งทำ ตั้งแต่การออกแบบ การหล่อ การแปรรูป ไปจนถึงผลิตภัณฑ์สำเร็จรูป
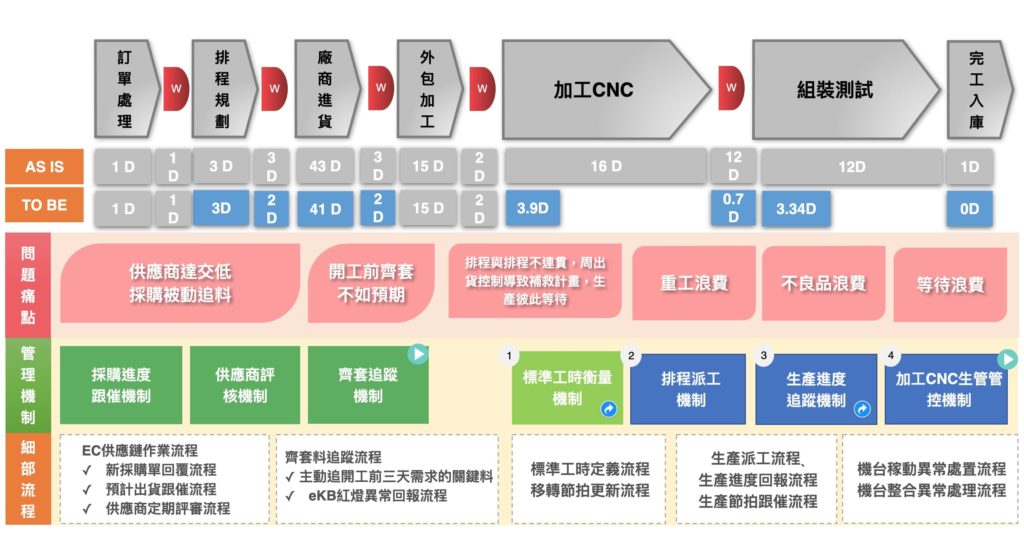
การผลิต ปัญหาคอขวด
ด้วยการสนับสนุนจากสิทธิบัตรและเทคโนโลยีของอี้หยวน อัตราผลผลิตสุดท้ายจึงดี แต่อัตราผลผลิตเหล่านี้ได้รับการสนับสนุนโดยต้นทุนการจัดการภายในจำนวนมาก สำหรับอี้หยวนภายในแล้ว ถือเป็นการสูญเสียทั้งเงินและเวลา
นอกจากนี้ ความยากลำบากที่อี้หยวนเผชิญคือ แม้ว่าลูกค้าจะไม่เปลี่ยนคำสั่งซื้อเนื่องจากคุณภาพของอี้หยวน แต่เมื่อเกิดกรณีเร่งด่วนจริงๆ ลูกค้าก็จะสั่งซื้อจากผู้ผลิตรายอื่นด้วย (ไม่สามารถนับจำนวนการเปลี่ยนคำสั่งซื้อได้…)
เพื่อเร่งการส่งมอบคำสั่งซื้อ อี้หยวนจะบรรลุเป้าหมายผ่านการทำงานล่วงเวลาและการขนส่งทางอากาศ ซึ่งมักจะส่งผลให้รายได้ลดลง และสิ้นเปลืองแรงงาน เวลา และต้นทุน
ระบบอัจฉริยะ Dinghuaการดำเนินการตามแผน
กลไกการวัดเวลาทำงานมาตรฐาน
ความท้าทาย
- ในอดีต อี้หยวนใช้การเปิดใบสั่งงานแบบแบ่งขั้นเพื่อบรรลุวัตถุประสงค์ในการควบคุมการผลิต ซึ่งจะนำไปสู่จำนวนใบสั่งงาน การรับวัสดุ และใบรับสินค้าเข้าคลังที่เพิ่มขึ้นเป็นทวีคูณ การนำ sMES มาใช้ในครั้งนี้มีเป้าหมายเพื่อรวมเข้าด้วยกัน
- ปริมาณการผลิตในไซต์งานเหมาะสมหรือไม่? ใช้เวลานานเท่าใดในการผลิต ส่วนใหญ่ขึ้นอยู่กับประสบการณ์ของผู้จัดการการผลิตอาวุโส ไม่มีข้อกำหนดที่ชัดเจนในการวัดประสิทธิภาพการผลิตของพนักงานปฏิบัติงาน และส่งเสริมจังหวะการผลิต
มาตรการรับมือ
- รวมตาราง BOM แบบครั้งเดียว ก่อนเริ่มสายการผลิต
- เมื่อได้รับคำสั่งซื้อ ให้ยืนยันอีกครั้งว่าการแบ่งขั้น BOM เป็นไปตามเป้าหมายผ่านการแสดง LRP
- เมื่อมีผลิตภัณฑ์ใหม่ ผู้จัดการฝ่ายผลิตจะทำการศึกษาเวลาเพื่อกำหนดเวลาทำงานมาตรฐานเริ่มต้น
- กำหนด “อัตราเผื่อเวลา” สำหรับผลิตภัณฑ์ใหม่ให้เป็นค่าเดียวกัน และปรับระดับการควบคุมผลิตภัณฑ์ตามเวลาทำงานที่รายงาน
- ลดเวลารอระหว่างสถานีหน้าและสถานีหลังผ่าน “เวลาคอยที่อนุญาต”
กลไกการถ่ายโอนชุดการผลิต
ความท้าทาย
หนึ่งใบสั่งงานของอี้หยวนมี 300 ชิ้น ใช้เวลา 3 นาทีในการทำหนึ่งชิ้น และอีก 299 ชิ้นกำลังรอในขณะเดียวกัน ในอดีต พนักงานจะกรอกใบเวลาทำงานเมื่อเลิกงาน และถ่ายโอนไปยังสถานีถัดไปก่อนเลิกงาน
มาตรการรับมือ
- ผู้จัดการฝ่ายผลิตกำหนดเวลาทำงานมาตรฐานเริ่มต้น และกำหนดชุดการผลิตตามพาหนะขนส่งแต่ละรายการในเวลาเดียวกัน
- ผู้จัดการการผลิตจะเปิดชุดการผลิตโดยอัตโนมัติตามปริมาณพาหนะขนส่ง
- เครือข่ายเครื่องจักร CNC รายงานการทำงานโดยอัตโนมัติสำหรับการไหลของชิ้นเดียว สายการประกอบจะเข้าและออกเป็นชุด
- เมื่อพาหนะขนส่งแต่ละรายการเสร็จสิ้น จะทำการถ่ายโอน (เช่น จำนวนคำสั่งซื้อ 300 ชิ้น หนึ่งพาหนะขนส่ง 50 ชิ้น นั่นคือ 50 ชิ้นจะถูกถ่ายโอนหนึ่งครั้ง ซึ่งเป็น 6 เท่าของเดิม)
- ในเวลา 14:00 น. ของทุกวัน จะใช้การปฏิบัติจริงเพื่อควบคุมเวลาทำงานจริง และตรวจสอบการตั้งค่าเวลาทำงานมาตรฐาน
กลไกการติดตามความคืบหน้าการผลิต
ความท้าทาย
ในอดีต การติดตามการผลิตจะอยู่ในขั้นตอนการจัดส่ง ซึ่งมักจะพบว่ามีความเสี่ยงในการล่าช้าอยู่แล้ว เพิ่มค่าใช้จ่ายเพิ่มเติม เช่น การทำงานล่วงเวลาและการขนส่งทางอากาศ และนำไปสู่ความเสี่ยงในการสูญเสียคำสั่งซื้อ
มาตรการรับมือ
เปลี่ยนจากการติดตามการจัดส่งเป็นการประชุมตอนเช้าด้านการผลิตเวลา 08:00 น. ทุกวัน และเชื่อมโยงข้อมูลการรายงานการทำงาน sMES กับตารางการจัดตารางเพื่ออัปเดตความคืบหน้ารายวัน ทราบถึงความล่าช้าของความคืบหน้าผ่านแดชบอร์ดแบบเรียลไทม์ และในเวลา 14:00 น. ทุกวัน ฝ่ายผลิตจะรายงานการจัดการติดตามสำหรับรายการที่ล่าช้า การติดตามรายวันช้าเกินไป เปลี่ยนเป็นการจัดการ “วินาที” แบบลีน เพื่อหยุดยั้งความผิดปกติที่เกิดขึ้นทันที และเร่งการถ่ายโอนการผลิตโดยรวม
กลไกการรวบรวมข้อมูลเครื่องจักร
ความท้าทาย
สายการแปรรูปของอี้หยวนเป็นแหล่งที่มาของข้อบกพร่องจำนวนมาก นอกจากการจัดซื้อชิ้นส่วนหล่อแล้ว และสาย U หนึ่งสายมีเครื่องจักรแปรรูปหนึ่งเครื่องสำหรับหนึ่งกระบวนการ หากจำเป็นต้องรวบรวมข้อมูลแบบเรียลไทม์ของการแปรรูปชิ้นเดียว เช่น เครื่องจักรใด กระบวนการใด ใครทำเท่าใดเมื่อใด รูปแบบการรายงานการทำงานแบบเข้าและออกเป็นชุดแบบดั้งเดิมจะไม่สามารถรวบรวมข้อมูลเพื่อปรับปรุงได้อย่างมีประสิทธิภาพ
มาตรการรับมือ
ผ่านการมอบหมายงานของสาย U การผลิต และ MES จะแจ้งโปรแกรมการแปรรูปของเครื่องจักร และเครื่องจักรจะนับชิ้นเดียวและออกโดยอัตโนมัติ สาย U จะตัดสินสถานะเครื่องจักรและเข้าโดยอัตโนมัติ ตระหนักถึงเครือข่ายเครื่องจักร 21 เครื่อง แยกกระบวนการต่างๆ เช่น เครื่องกลึง เครื่องกัด และเครื่องต๊าป รวบรวมเวลาทำงานและข้อบกพร่องของแต่ละสถานีเพื่อการปรับปรุงในภายหลัง
ความท้าทาย
โปรแกรมการแปรรูปเครื่องจักรแปรรูปของอี้หยวนทั้งหมดถูกลงทะเบียนโดยผู้ปฏิบัติงานโดยใช้ USB ประมาณสองถึงสามครั้งต่อเดือน จะมีการยกเลิกเนื่องจากการดึงโปรแกรมการแปรรูปที่ไม่ถูกต้อง
มาตรการรับมือ
ผ่านการตั้งค่าโปรแกรมการแปรรูปของสถานีปฏิบัติงานที่เกี่ยวข้องและอุปกรณ์ที่เกี่ยวข้องที่ผูกกับรายการโดยผู้จัดการไซต์งานผลิตล่วงหน้า เมื่อชุดการผลิตเริ่มผลิต ให้ดึงรหัสโปรแกรมการแปรรูปจาก sMES sMES จะส่งไปยังเครื่องจักรเพื่อดึงโปรแกรมการแปรรูปและอ่านเข้าไปในเครื่องจักรเพื่อรอการแปรรูป ซึ่งช่วยลดการร้องเรียนของลูกค้า การคืนสินค้า และการยกเลิกที่เกิดจากการใช้โปรแกรมการแปรรูปที่ไม่ถูกต้องได้อย่างมาก
ความท้าทาย
รุ่นภาพวาดของอี้หยวนมีความซับซ้อน ในอดีต ผู้จัดการการผลิตจะดึงภาพวาดการแปรรูปจากฮาร์ดไดรฟ์เครือข่ายเพื่อส่งไปยังแผนกแปรรูปและแผนกประกอบเพื่อการผลิต แต่การยกเลิกการผลิตและการร้องเรียนของลูกค้าที่เกิดจากการดึงภาพวาดที่ไม่ถูกต้องหรือรุ่นเก่ากว่า
มาตรการรับมือ
ฝ่ายวิจัยและพัฒนาตั้งค่ารุ่นภาพวาดที่เกี่ยวข้องกับรุ่นหมายเลขสินค้าในระบบ PLM และส่งไปยัง ERP เป็นประจำทุกวัน เมื่อผู้จัดการการผลิตเปิดใบสั่งงาน ให้ยืนยันว่ารุ่นภาพวาดและรุ่นหมายเลขสินค้าที่นำออกมาสอดคล้องกับคำสั่งซื้อ ข้อมูลภาพวาดจะถูกส่งไปยัง sMES sMES จะนำภาพวาดการแปรรูปออกมาตามรุ่นภาพวาดและรุ่นหมายเลขสินค้า เพื่อให้มั่นใจว่ารุ่นถูกต้อง
MESประโยชน์โดยตรงของตัวชี้วัดที่นำมา
ผ่านการลดจำนวนใบสั่งงาน ลดชุดการผลิต และนำการผลิตแบบลีนมาใช้:
– ในช่วงเริ่มต้นโครงการ เวลารอเข้าสถานีของแต่ละชุดการผลิตลดลง 39.4%
– ในช่วงเริ่มต้นโครงการ เวลารอออกจากสถานีของแต่ละชุดการผลิตลดลง 73.6%
– ใบสั่งงานเสร็จสิ้นตามกำหนด 74.21% ⇨ 87.28%
– การส่งมอบตามคำสั่งซื้อเพิ่มขึ้นจาก 40.41% เป็น 87.28%↑
– ขณะนี้สามารถเปลี่ยนจากการจัดส่งล่าช้าสองวันเป็นการเสร็จสิ้นล่วงหน้า 10 วัน นอกจากสถานการณ์ที่ลูกค้าเปลี่ยนแปลงกำหนดการส่งมอบแล้ว ขั้นตอนการจัดส่งก็พร้อมตลอดเวลา


{kind=link}