

中華精測股份有限公司
擁有豐富的PCB Layout設計經驗,如傳輸線、差動線、延遲線、RF、Mix等等,以及高難度的PCB製程技術,如厚板、微線、高縱橫比等,更搭配提供零組件組裝(含relay、socket與stiffener)及售後維修等Total Solution服務。
主要產品/ 服務
晶圓測試之探針卡專用印刷電路板(Probe PCB)、探針頭(Probe Head)、垂直探針卡專用之Interposer Substrate、IC測試之載板(Load Board)與記憶體測試專用之DUT Board。
方案實施效益
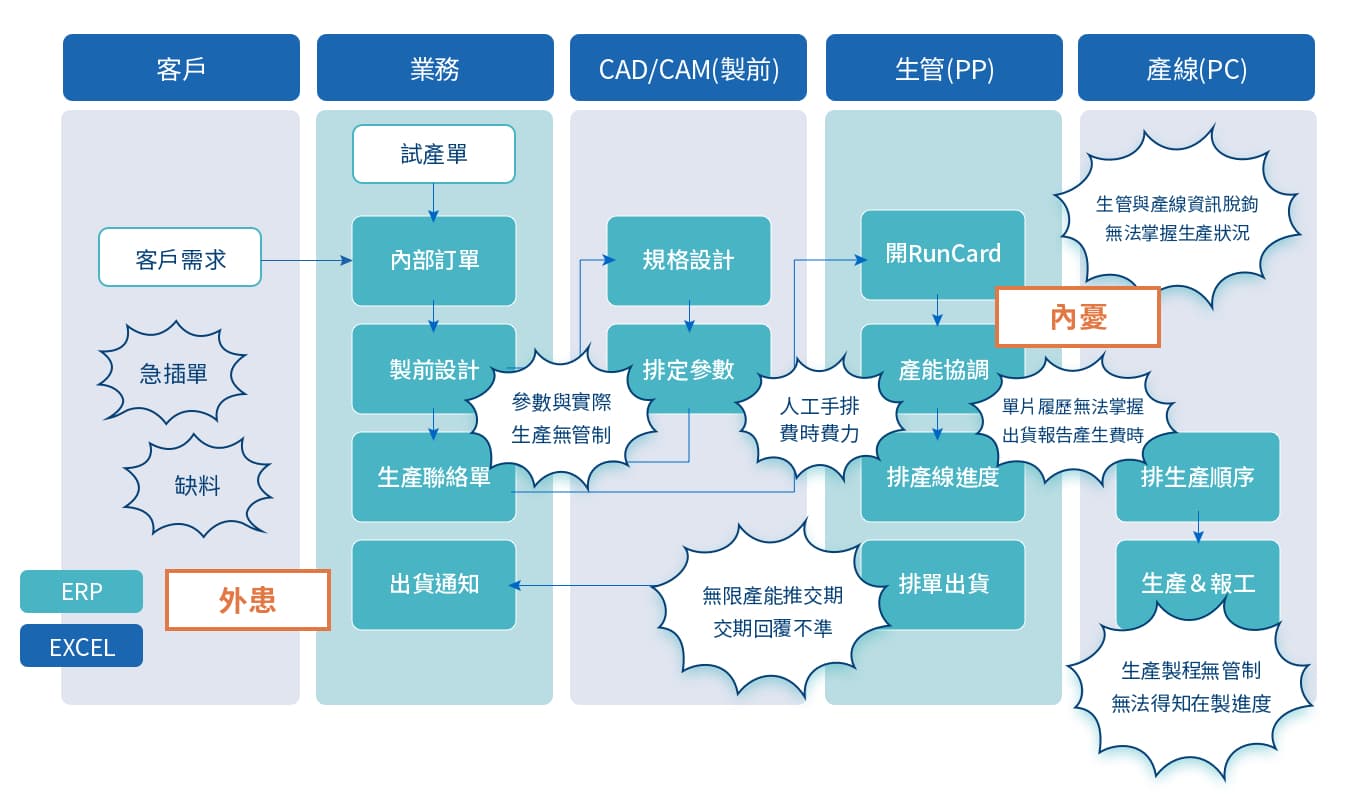
來料、插單的挑戰與對策
挑戰
• 急插單,生管重新排程耗時
• 錯料、缺料導致採購作業複雜
• 生管/採購人員作業繁雜,超時加班
對策
基礎標準化(工時、製程、用料)
系統化執行標準化物料規劃
用料、工時、製程標準化
物料規劃自動化
物料規劃自動化
廠內排程、報工的挑戰與對策
挑戰
• 手動排程不準確且費時費力
• 生產參數與標準參數無串接
• 無限產能排產,無法即時回饋交期
• 生產資訊與排程脫鉤
對策
依照產能、物料系統化執行生產排程規劃
設備自動化下載生產參數
依有限產能進行排程,定義有效交期
報工反饋排程系統,即時依產線現況更新
有線產能定義 工時標準化
生產排程自動化
產線即時報工
反饋與優化排程
廠內排程、報工的挑戰與對策
挑戰
•單片履歷無法掌握
•出貨報告產生費時
對策
管理維度細化至版號階級
透過RFID達到版號狀態自動移轉
格式化定義並產生版號追溯紀錄
版號管理
RFID自動報工
履歷即時記錄
快速回溯
| 關鍵能力 | 管理精進 | 解決方案 |
|---|---|---|
|
系統化流程管理 |
• 生產流程管制與異常管理 • 出貨檢驗報告打印 • 線邊倉暫存區管理 • 加工設備、疊構圖、參數、工藝變更管理 |
• 企業營運與生產管理整合 • 批號在製(WIP)追蹤與管理 • 出貨檢驗報告自動判定結果及打印 • 產品、各工站參數、製程疊構及工程資料管理 • 成型後2D片號自動列印 |
|
提升產量、準時交貨 |
• RFID自動過帳 • 排產計畫導入、超時提前預警 • 自動化設備參數指定 • 設備資料獲取 • 強化Cycle Time管制 |
• RFID批次、板號自動過帳 • 設備自動化參數下達 • 生產進度追蹤與管制 • 視覺化廠區管理與看板 • 管理指標統計 • 多壓板用料、壓合前補料、單位轉換管理 |
|
品質保證 |
• Control Plan管理、不同批號防混 • 各作業站良率、最終良率監控 • 生產履歷及檢測紀錄、數據自動採集 |
• 設備維修、點檢、保養管理 • 壓合前後、成型前後良率追溯 • 事件記錄及工時管理 |
方案實施效益
透過APS智能排程管理系統
• 短時間產出合理排程表
– AS-IS:日夜班生管各排一次,每次約2小時。
– TO-BE:依現場變化更新排程,一般情況下排程時間約5分鐘。
• 交期排程透明化
– 以有限產能方式規劃各道製程的預計開完工日,並回饋ERP、MES,使規劃與執行能夠互相勾稽。
• 提升排程敏捷性
– 遇變動即時更新排程,生管能清楚掌握急單動態與廠內生產進度,有必要時再重新發放排程表。
透過MES智能車間執行系統
• RFID自動過帳
– 依照生產批進行批次過帳:運用於壓合前及成型後,有效管制單批生產記錄。
– 依照板號進行單片過帳:運用於壓合後成型前,有效管制每片生產履歷。
• 製程參數管理
– 完整建立基本規格、裁板、製前疊構、發料疊構、鑽孔、阻抗、途程與工站參數等完整產品資訊。 – 提供自動化參數下載,透過RFID取得各機台加工參數,避免人員設置錯誤。
• 生產管制
– 提供多壓板全製程管理,針對壓合前補料、工站調整、單位轉換提供完整解決方案。
– 強化Cycle Time管理,提供各工站Move In、Check In、Check Out、Move Out管制。
• 品質管制
– 生產後即時量測品質。
– 彈性設置各種出貨檢驗報告及其專案,並即時判定檢測情況與出貨報告產出。


{kind=link}